
CNC加工是怎样收费的
进行外协加工的时候,报价是十分关键的一步,特别是进行CNC加工,报价更是重中之重。
在进行CNC加工中,报价是有一定的计算公式的。这些公式可以很好的帮助大家合理的计算出CNC加工的报价。
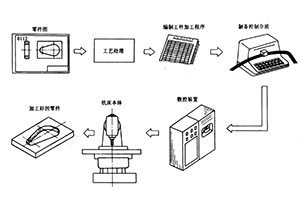
CNC加工中心主要是进行一些多类型中小批量零件。随着现在CNC加工中心加工制造成本的逐步下降,也有加工大批量零件的情况出现。加工很小批量和单件生产时,如能缩短程序的调试时间和工装的准备时间也是可以选用的。
CNC加工中心加工表面粗糙度值小的零件。在工件和刀具的材料、精加工余量以及刀具角度一定的情况下,表面粗糙度取决于切削速度和进给速度。
一、产品成本分析
在进行CNC加工报价的时候,首先需要对产品的成本进行大致的分析。为报价提供更准确的数据依据。
1、询价流程:
接业务、采购新产品——询价——了解内容、确认需求——寻求供应商——查核类似产品之前报价——厂商报价——单价确认呈主管核准——回应给相关单位——追踪确认单价及其它资讯——回馈与呈报
2、估价流程:
看业务评估书——内容分析——填写估价明细——主管核准——正本送至业务部——追踪报价并确认——业务将确认正本报价明细录入电脑——确认各工序成本。
二、CNC加工机时计划标准
第一种计算标准(当程式模拟时间小于等于120分钟)
计划时间=[计算装夹测数时间+热机时间+(程式模拟时间*1.7倍)]*件数
第二种计算标准(当程式模拟时间大于120分钟)
计划时间=[计算装夹测数时间+热机时间+(程式模拟时间*1.5倍)]*件数
其中装夹测数时间(程式运行之外时间)=清洁+装夹校表分钟+装拆刀头、对刀抄数+测数+拆工件时间
备注:装夹测数时间的依据
工件:清洁的时间为每件1—2分钟,装拆刀头对数一分钟一把,进行的是手动对刀。卡尺校表测量的测数为每分钟0.5次,波子测量每分钟测一个数。拆工件为每件1—5分钟。
铜公:清洁时间也是1—2分钟一件。装夹校表为1分钟一件。使用自动对刀进行拆卸刀头对数1分钟一把。测数与工件相同。拆工件1分钟一件。